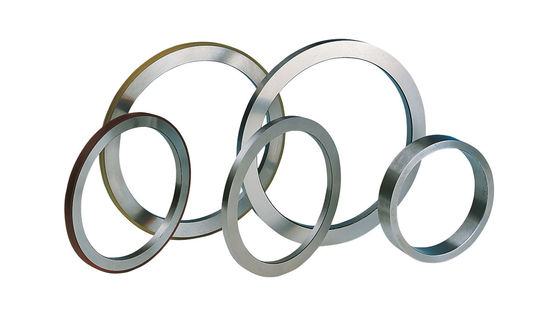
SENDA produkuje obrotowe ostrza krajarki HRC55 do ciągłego wzdłużnego cięcia arkuszy, zwojów i taśm ze stali nierdzewnej.
Każde ostrze jest dostosowywane w zależności od gatunku stali nierdzewnej, grubości materiału, wytrzymałości na rozciąganie, prędkości cięcia, wymiarów trzpienia i stanu maszyny. D2 i SKD11 są dostępne jako główne opcje materiału ostrza, w zakresie twardości HRC 55–57.
Dla odpowiednich rozmiarów ostrzy tolerancję grubości można kontrolować do ± 0,001 mm, równoległość do 0,002 mm i chropowatość polerowanej powierzchni do Ra 0,1 μm.
Kluczowe informacje o produkcie
|
Przedmiot
|
Specyfikacja
|
| Materiał ostrza |
D2/SKD11 |
| Twardość |
HRC 55–57 |
| Wymiary |
Dostosowane według rysunków |
| MOQ |
2 sztuki |
| Czas realizacji |
Około 35 dni |
| Opakowanie |
Drewniana skrzynka |
| Ponowne szlifowanie |
Dostępne dla klientów zagranicznych |
Przegląd produktu
Ostrza obrotowe HRC55 są instalowane na górnym i dolnym trzpieniu maszyn do cięcia wzdłużnego stali nierdzewnej. Ostrza wykorzystują kontrolowany prześwit poziomy i zachodzenie na siebie w pionie, aby w sposób ciągły dzielić arkusze lub zwoje stali nierdzewnej na węższe paski.
Typowe zastosowania obejmują:
- Linie do cięcia wzdłużnego stali nierdzewnej
- Maszyny do cięcia blachy ze stali nierdzewnej
- Produkcja taśm ze stali nierdzewnej
- Centra usług obróbki metali
- Precyzyjna obróbka taśm ze stali nierdzewnej
- Obróbka krawędzi ze stali nierdzewnej
- Wielonożowe systemy rozcinające
Ostateczny wynik cięcia nie zależy wyłącznie od twardości. Materiał ostrza, dokładność wymiarowa, geometria krawędzi skrawającej, stan trzpienia, konfiguracja elementu dystansowego i parametry montażowe muszą być również dopasowane do zastosowania.
Przed produkcją SENDA sprawdza gatunek stali nierdzewnej, grubość, wytrzymałość na rozciąganie, wymiary ostrza i stan maszyny.
Typowe problemy przy cięciu stali nierdzewnej
Nadmierne zadziory na krawędziach
Nadmierne zadziory mogą być związane z nieprawidłowym luzem poziomym, zużytymi krawędziami tnącymi, błędnym montażem ostrza lub biciem trzpienia.
Grubość ostrza i równoległość również wpływają na pozycję cięcia pomiędzy górnym i dolnym ostrzem. W wielonożowych systemach cięcia wzdłużnego odchylenia wymiarowe poszczególnych ostrzy i przekładek mogą się kumulować i zmieniać rzeczywisty luz cięcia.
Dlatego kontrola zadziorów wymaga oceny zarówno ostrzy, jak i całej konfiguracji oprzyrządowania.
Odpryskiwanie krawędzi tnącej
Odpryskiwanie ostrza nie zawsze jest spowodowane niewystarczającą twardością.
Jeśli twardość jest zbyt wysoka bez wystarczającej wytrzymałości, mogą wystąpić miejscowe odpryski podczas cięcia stali nierdzewnej o wysokiej wytrzymałości, pracy z nadmiernym zachodzeniem na siebie ostrzy lub napotykaniu nietypowych uderzeń.
Jeśli twardość jest zbyt niska, może wzrosnąć zużycie krawędzi skrawającej i częstotliwość ponownego szlifowania.
Dlatego zakres HRC 55–57 musi być dopasowany do stanu obróbki cieplnej D2 lub SKD11, wytrzymałości stali nierdzewnej, grubości materiału i obciążenia maszyny.
Nierówne zużycie ostrza
Jednostronne lub miejscowe zużycie ostrza może być związane z:
- Płaskość ostrza lub równoległość
- Wybicie altany
- Konfiguracja grubości elementu dystansowego
- Stan zablokowania oprzyrządowania
- Nierówne ładowanie
- Różnice w grubości stali nierdzewnej
- Nieprawidłowe dopasowanie ostrza do przedmiotu obrabianego
Przed wymianą ostrzy należy sprawdzić również trzpienie, przekładki, pierścienie ściągające i warunki montażu.
Niestabilna szerokość paska
Różnice w szerokości paska mogą być spowodowane grubością ostrza, dokładnością elementu dystansowego, położeniem trzpienia, blokowaniem oprzyrządowania lub śledzeniem materiału.
W przypadku linii do cięcia wzdłużnego z wieloma ostrzami kontrola wymiarowa musi obejmować cały zespół oprzyrządowania, a nie tylko poszczególne obrotowe ostrza krajarki.
Dlaczego materiał ostrza, twardość i precyzja muszą być dopasowane
HRC55 nie jest jedynym czynnikiem wyboru
HRC55 wskazuje poziom twardości ostrza w skali Rockwella, ale nie może samodzielnie określić, czy ostrze nadaje się do konkretnej linii cięcia stali nierdzewnej.
Przy wyborze ostrza należy również wziąć pod uwagę:
- Gatunek stali nierdzewnej
- Grubość materiału
- Wytrzymałość na rozciąganie lub twardość
- Prędkość cięcia
- Wymagana szerokość paska
- Zewnętrzna średnica ostrza, średnica wewnętrzna i grubość
- Warunki maszyny i trzpienia
- Istniejące zadziory, odpryski lub problemy ze zużyciem
D2 i SKD11 można poddawać obróbce cieplnej w zakresie HRC 55–57. Ostateczny materiał i konfigurację obróbki cieplnej należy wybrać zgodnie z rzeczywistymi warunkami pracy.
Tolerancja grubości wpływa na zespół oprzyrządowania
W przypadku odpowiednich rozmiarów ostrzy SENDA może kontrolować tolerancję grubości ostrzy do ± 0,001 mm.
W zespole oprzyrządowania z wieloma ostrzami grubość ostrza i elementu dystansowego określa skumulowaną szerokość oprzyrządowania. Nadmierne nagromadzone odchylenie może skutkować zmianą szerokości paska lub różnicą pomiędzy rzeczywistym i projektowanym luzem cięcia.
Wartość ±0,001 mm nie dotyczy każdej średnicy i grubości. Ostateczne tolerancje potwierdzane są na podstawie wymiarów ostrza i wymaganej klasy dokładności.
Równoległość wpływa na kontakt ostrza
W przypadku odpowiednich rozmiarów ostrzy równoległość można kontrolować do 0,002 mm.
Odchylenie od równoległości może powodować miejscowy kontakt, nierównomierne obciążenie lub nierównomierne zużycie krawędzi skrawającej. Kontrolowana równoległość pomaga utrzymać zamierzoną pozycję styku pomiędzy górnymi i dolnymi ostrzami.
Chropowatość powierzchni wpływa na tarcie i kontakt
Standardowa drobno szlifowana powierzchnia może osiągnąć Ra 0,2 μm.
Dla odpowiednich rozmiarów ostrzy dostępna jest polerowana powierzchnia do Ra 0,1 μm.
Wymagane wykończenie powierzchni należy wybrać w zależności od wymagań dotyczących powierzchni stali nierdzewnej, przyczepności materiału, prędkości cięcia i warunków pracy.
Rozwiązanie z obrotowymi ostrzami SENDA HRC55
Dostosowane zgodnie z rysunkami i warunkami pracy
SENDA produkuje ostrza krajarki obrotowej HRC55 według rysunków klienta, próbek fizycznych lub istniejących wymiarów ostrzy.
Konfigurowalne elementy obejmują:
- Średnica zewnętrzna
- Średnica wewnętrzna
- Grubość ostrza
- Dopasowanie otworu
- Najnowocześniejsza geometria
- Twardość
- Płaskość
- Równoległość
- Chropowatość powierzchni
- Ochrona przed rdzą
- Metoda pakowania
Gatunek stali nierdzewnej, zakres grubości, wytrzymałość na rozciąganie, prędkość cięcia i stan maszyny są sprawdzane przed rozpoczęciem produkcji.
Opcje materiałowe D2 i SKD11
D2 i SKD11 to stale narzędziowe do pracy na zimno stosowane na ostrza do cięcia wzdłużnego metali.
Ostateczny wybór materiału zależy od:
- Wytrzymałość stali nierdzewnej
- Grubość materiału
- Najnowocześniejsze obciążenie
- Oczekiwany tryb zużycia
- Ryzyko odpryskiwania
- Wymagania dotyczące ponownego szlifowania
- Warunki linii cięcia
Wartość HRC 55–57 pokazana na tej stronie to dostępny zakres twardości ostrza. Nie oznacza to, że w każdym zastosowaniu stosuje się identyczny proces obróbki cieplnej.
Precyzyjne szlifowanie i kontrola wymiarowa
SENDA kontroluje następujące elementy zgodnie z wymiarami ostrza i zatwierdzonym rysunkiem:
- Grubość ostrza
- Płaskość
- Równoległość
- Wymiary otworu
- Koncentryczność lub bicie promieniowe
- Stan nowatorski
- Chropowatość powierzchni
Dla odpowiednich rozmiarów ostrzy:
- Tolerancja grubości może osiągnąć ± 0,001 mm
- Równoległość może osiągnąć 0,002 mm
- Standardowa chropowatość powierzchni może osiągnąć Ra 0,2 μm
- Chropowatość polerowanej powierzchni może osiągnąć Ra 0,1 μm
Kompletne wsparcie w zakresie narzędzi do cięcia wzdłużnego
Oprócz ostrzy obrotowych SENDA może dostarczyć pasujące komponenty narzędziowe w zależności od wymaganej szerokości paska, metody usuwania materiału i konstrukcji maszyny.
Dostępne komponenty obejmują:
- Przekładki stalowe
- Podkładki
- Pierścienie PU
- Pierścienie gumowe
- Pierścienie separujące
- Stalowe pierścienie ściągające
Ostrza, przekładki i elementy do usuwania izolacji należy skonfigurować jako kompletny system narzędziowy, aby zmniejszyć niedopasowanie wymiarowe i niestabilne usuwanie materiału.
Dane techniczne
|
Parametr
|
Specyfikacja
|
| Nazwa produktu |
Ostrza krajarki obrotowej HRC55 |
| Aplikacja |
Cięcie blachy, zwojów i taśm ze stali nierdzewnej |
| Materiał ostrza |
D2/SKD11 |
| Twardość |
HRC 55–57 |
| Średnica zewnętrzna |
Dostosowane według rysunku |
| Średnica wewnętrzna |
Dostosowane do wymiarów trzpienia |
| Grubość ostrza |
Dostosowane do konfiguracji oprzyrządowania |
| Tolerancja grubości |
Do ±0,001 mm dla odpowiednich rozmiarów ostrzy |
| Równoległość |
Do 0,002 mm, w zależności od wymiarów |
| Płaskość |
Kontrolowane zgodnie ze średnicą ostrza, grubością i wymaganiami dotyczącymi rysunku |
| Tolerancja otworu |
Zgodnie z zatwierdzonym rysunkiem i dopasowaniem trzpienia |
| Koncentryczność / bicie promieniowe |
Zgodnie z zatwierdzonym rysunkiem i danymi kontrolnymi |
| Standardowa chropowatość powierzchni |
Ra 0,2 µm |
| Polerowana chropowatość powierzchni |
Do Ra 0,1 μm dla odpowiednich rozmiarów ostrzy |
| Geometria krawędzi |
Dostosowane do zastosowania cięcia |
| Podstawa produkcji |
Rysunek, próbka lub istniejące wymiary ostrza |
| Pasujące oprzyrządowanie |
Przekładki, podkładki, pierścienie PU, pierścienie gumowe i pierścienie zdzierające |
| MOQ |
2 sztuki |
| Czas realizacji |
Około 35 dni |
| Standardowe opakowanie |
Drewniana skrzynka |
| Usługa szlifowania |
Dostępne dla klientów zagranicznych |
| Orzecznictwo |
ISO9001 |
| Kraj pochodzenia |
Chiny |
Notatka:Podane wartości dokładności nie dotyczą każdego rozmiaru ostrza. Ostateczne tolerancje i kryteria kontroli są potwierdzane na podstawie średnicy ostrza, grubości, materiału i zatwierdzonego rysunku.
Zastosowania do cięcia wzdłużnego stali nierdzewnej
Ostrza obrotowe HRC55 służą do wzdłużnego cięcia blach, zwojów i taśm ze stali nierdzewnej.
Konfigurację ostrza należy wybrać w zależności od konkretnego gatunku stali nierdzewnej i warunków pracy.
Różne gatunki stali nierdzewnej mogą mieć różne:
- Wytrzymałość na rozciąganie
- Zachowanie hartujące pracę
- Wymagania dotyczące powierzchni
- Wymagania dotyczące cięcia krawędzi
- Ryzyko odprysków i zużycia
Ogólny opis „stal nierdzewna” nie jest wystarczający do ostatecznego doboru ostrza. Klienci powinni podać gatunek materiału, zakres grubości i informacje o wytrzymałości.
Jak działają obrotowe ostrza krajarki HRC55
Obrotowe ostrza krajarki są zwykle instalowane parami na górnym i dolnym trzpieniu.
Gdy stal nierdzewna przechodzi przez maszynę, górne i dolne ostrza wytwarzają ciągłe działanie ścinające poprzez kontrolowany luz poziomy i zachodzenie na siebie w pionie.
Na końcowy stan skrawania wpływają:
- Materiał i twardość ostrza
- Stan nowatorski
- Prześwit poziomy
- Pionowe nakładanie się
- Dokładność trzpienia
- Równoległość ostrzy
- Konfiguracja grubości elementu dystansowego
- Układ pierścienia ściągającego
- Grubość materiału
- Wytrzymałość na rozciąganie
- Prędkość linii produkcyjnej
Nie należy stosować jednego stałego współczynnika luzu do każdego gatunku stali nierdzewnej.
Luz poziomy należy dobrać w zależności od gatunku stali nierdzewnej, grubości materiału, wytrzymałości na rozciąganie, wymaganego stanu krawędzi i stanu maszyny.
Niewystarczający luz może zwiększyć obciążenie skrawaniem, zużycie i ryzyko odprysków. Nadmierny luz może skutkować szerszą strefą pęknięcia, większymi zadziorami lub deformacją krawędzi.
Jak wybrać odpowiednie ostrze krajarki HRC55
Potwierdź materiał ze stali nierdzewnej
Proszę podać:
- Gatunek stali nierdzewnej
- Seria SUS
- Stan materialny
- Wytrzymałość na rozciąganie
- Granica plastyczności lub twardość
Gatunek i wytrzymałość materiału wpływają na materiał ostrza, twardość, geometrię krawędzi i luz cięcia.
Potwierdź grubość materiału
Proszę podać:
- Normalna grubość robocza
- Minimalna grubość
- Maksymalna grubość
- Czy grubość zmienia się podczas produkcji
Grubość materiału wpływa na obciążenie ostrza, wymiary, prześwit i wymagania dotyczące nakładania się.
Potwierdź wymiary ostrza
Zalecane informacje obejmują:
- Średnica zewnętrzna
- Średnica wewnętrzna
- Grubość ostrza
- Wpust lub konstrukcja montażowa
- Najnowocześniejsza geometria
- Istniejący materiał ostrza
- Istniejąca twardość ostrza
Preferowany rysunek techniczny. W przypadku braku rysunku klienci mogą dostarczyć zdjęcia, wymiary lub próbki fizyczne istniejących ostrzy.
Potwierdź parametry maszyny i produkcji
Proszę podać:
- Model maszyny do cięcia wzdłużnego
- Wymiary altanki
- Prędkość cięcia
- Wymagana szerokość paska
- Liczba ostrzy w każdym zestawie narzędzi
- Metoda blokowania oprzyrządowania
- Istniejąca konfiguracja elementu dystansowego i pierścienia zdzierającego
Ostrza muszą być dopasowane do trzpieni i kompletnego systemu narzędziowego. Nie powinny być produkowane wyłącznie na podstawie informacji o średnicy zewnętrznej i wewnętrznej.
Opisz istniejące problemy związane z nacinaniem
Proszę wyjaśnić wszelkie bieżące problemy, w tym:
- Nadmierne zadziory
- Najnowocześniejsze odpryski
- Częste ponowne szlifowanie
- Nierównomierne zużycie ostrza górnego i dolnego
- Niestabilna szerokość paska
- Zadrapania powierzchni stali nierdzewnej
- Przyczepność materiału
- Niestabilne usuwanie materiału
SENDA może sprawdzić, czy ostrza, luz, elementy dystansowe, trzpienie i warunki montażu powinny zostać dostosowane razem.
Proces produkcyjny
Proces produkcji ostrzy obrotowych HRC55 jest ustalany na podstawie materiału ostrza, wymiarów, konstrukcji i wymagań dotyczących precyzji.
Typowy proces obejmuje:
- Recenzja rysunku i aplikacji
- Wybór materiału ostrza
- Kontrola surowca
- Przygotowanie półfabrykatu lub kucie
- Obróbka cieplna i odpuszczanie
- Obróbka zgrubna CNC
- Obróbka wewnętrzna i zewnętrzna
- Precyzyjne szlifowanie powierzchni
- Najnowocześniejsza obróbka
- Drobne szlifowanie lub polerowanie
- Demagnetyzacja i zapobieganie rdzy
- Kontrola końcowa
- Opakowanie z drewnianej skrzynki
Cienkie ostrza, ostrza o dużej średnicy i specjalna geometria krawędzi mogą wymagać różnych kontroli podczas obróbki cieplnej i szlifowania.
Inspekcja i kontrola jakości
SENDA została założona w 1998 roku i zatrudnia ponad 100 pracowników. Produkcja i kontrola są zarządzane w ramach systemu zarządzania jakością ISO 9001.
W zależności od zamówienia i zatwierdzonego rysunku elementy kontroli mogą obejmować:
- Materiał ostrza
- Twardość
- Średnica zewnętrzna
- Średnica wewnętrzna
- Grubość ostrza
- Płaskość
- Równoległość
- Koncentryczność lub bicie promieniowe
- Chropowatość powierzchni
- Stan nowatorski
- Zadrapania powierzchni
- Odpryski i zadziory
- Oznakowanie produktu
- Ochrona przed rdzą
- Stan opakowania
Wymagania dotyczące kontroli końcowej opierają się na zatwierdzonym rysunku, zamówieniu i umowie technicznej.
Usługa szlifowania za granicą
SENDA świadczy usługi ponownego szlifowania z powrotem do fabryki dla klientów zagranicznych.
Przed ponownym szlifowaniem zużyte ostrza ocenia się pod kątem:
- Najnowocześniejsze zużycie
- Głębokość odpryskiwania
- Pozostałe wymiary ostrza
- Stan materiału i twardości
- Historia poprzedniego przemiału
- Płaskość i równoległość
- Pęknięcia lub nietypowe uszkodzenia
Gdy ostrza nadają się do ponownego szlifowania, SENDA może przeprowadzić renowację krawędzi, precyzyjne szlifowanie, ponowną kontrolę wymiarową, zapobieganie rdzy i przepakowanie.
Nie każde używane ostrze można ponownie zeszlifować. Może zaistnieć konieczność wymiany ostrzy z głębokimi odpryskami, niewystarczającymi pozostałymi wymiarami lub uszkodzeniami konstrukcyjnymi.
Opakowanie, MOQ i dostawa
Minimalna ilość zamówienia
Minimalna ilość zamówienia to:
2 sztuki
Obsługuje to specyfikacje niestandardowe, potwierdzenie próbek i wymagania dotyczące wymiany małych partii.
Czas realizacji
Standardowy czas realizacji wynosi:
Około 35 dni
Ostateczny czas dostawy zależy od materiału ostrza, wymiarów, ilości, sposobu obróbki cieplnej i wymagań dotyczących precyzji.
Standardowe opakowanie
Standardowe opakowanie to drewniana skrzynka.
Przygotowanie opakowania zwykle obejmuje:
- Czyszczenie ostrzy
- Ochrona przed rdzą
- Najnowocześniejsza ochrona
- Mocowanie pojedyncze lub warstwowe
- Wewnętrzne wzmocnienie drewnianej obudowy
- Kontrola oznakowania zewnętrznego
Sposób pakowania dostosowany jest do wymiarów ostrza, wagi i ilości zamówienia.
Często zadawane pytania
Czy HRC55 nadaje się do każdego zastosowania cięcia wzdłużnego stali nierdzewnej?
NIE.
HRC55 to jedno z wymagań dotyczących twardości ostrza. Należy go również ocenić łącznie z materiałem ostrza, gatunkiem stali nierdzewnej, grubością materiału, wytrzymałością na rozciąganie, szybkością cięcia i ryzykiem odprysków.
Jak wybrać pomiędzy D2 a SKD11?
Zarówno D2, jak i SKD11 można stosować do ostrzy do cięcia metalu.
Ostateczny wybór zależy od wytrzymałości, grubości, obciążenia skrawającego, oczekiwanego trybu zużycia, ryzyka odprysków i wymagań dotyczących ponownego szlifowania stali nierdzewnej.
SENDA potwierdza konfigurację materiału i obróbki cieplnej po sprawdzeniu warunków pracy.
Czy SENDA może wyprodukować ostrza według rysunków?
Tak.
SENDA może wyprodukować obrotowe ostrza krajarki według rysunków klienta, istniejących wymiarów ostrzy lub próbek fizycznych.
Rysunki powinny korzystnie zawierać średnicę zewnętrzną, średnicę wewnętrzną, grubość, tolerancje, geometrię krawędzi i wymagania materiałowe.
Jaką precyzję może zapewnić SENDA?
Dla odpowiednich rozmiarów ostrzy:
- Tolerancja grubości może osiągnąć ± 0,001 mm
- Równoległość może osiągnąć 0,002 mm
- Standardowa chropowatość powierzchni może osiągnąć Ra 0,2 μm
- Chropowatość polerowanej powierzchni może osiągnąć Ra 0,1 μm
Ostateczna precyzja jest potwierdzana na podstawie wymiarów ostrza i wymagań rysunku.
Czy SENDA może dostarczyć elementy dystansowe i pierścienie ściągające?
Tak.
SENDA może dostarczyć stalowe przekładki, podkładki regulacyjne, pierścienie PU, pierścienie gumowe, pierścienie oddzielające i stalowe pierścienie zdzierające do kompletnych konfiguracji narzędzi do cięcia wzdłużnego.
Czy SENDA zapewnia przemiał dla klientów zagranicznych?
Tak.
Przed ponownym szlifowaniem należy ocenić ostrza pod kątem zużycia, odprysków, pozostałych wymiarów, stanu materiału i historii poprzedniego szlifowania.
Jakie informacje są wymagane do wyceny?
Proszę podać:
- Gatunek stali nierdzewnej
- Zakres grubości materiału
- Wytrzymałość na rozciąganie lub twardość
- Prędkość cięcia
- Wymagana szerokość paska
- Zewnętrzna średnica ostrza, średnica wewnętrzna i grubość
- Model maszyny do cięcia wzdłużnego
- Rysunek lub próbka
- Istniejący materiał ostrza
- Aktualne problemy cięcia
- Wymagana ilość
- Dopasowane wymagania dotyczące narzędzi
Informacje o zapytaniu
Aby zapoznać się z aplikacją i wyceną, prosimy o podanie:
- Gatunek stali nierdzewnej
- Minimalna i maksymalna grubość materiału
- Wytrzymałość na rozciąganie lub twardość
- Prędkość cięcia
- Wymagana szerokość paska
- Ostrze OD × ID × grubość
- Model maszyny do cięcia wzdłużnego i wymiary trzpienia
- Istniejący materiał i twardość ostrza
- Bieżące problemy z zadziorami, odpryskami lub zużyciem
- Wymagane elementy dystansowe, podkładki regulacyjne, pierścienie PU lub pierścienie zdzierające
- Rysunek, fotografie lub przykładowe informacje
- Wymagana ilość

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!